

En la industria del envase PET, existe una obsesión legítima por la botella terminada: su forma, su resistencia, su apariencia en el lineal. Pero la verdadera palanca de eficiencia está antes. Está en la preforma. Y cada gramo que ignoramos ahí se multiplica millones de veces al año.
Todo comienza en la preforma
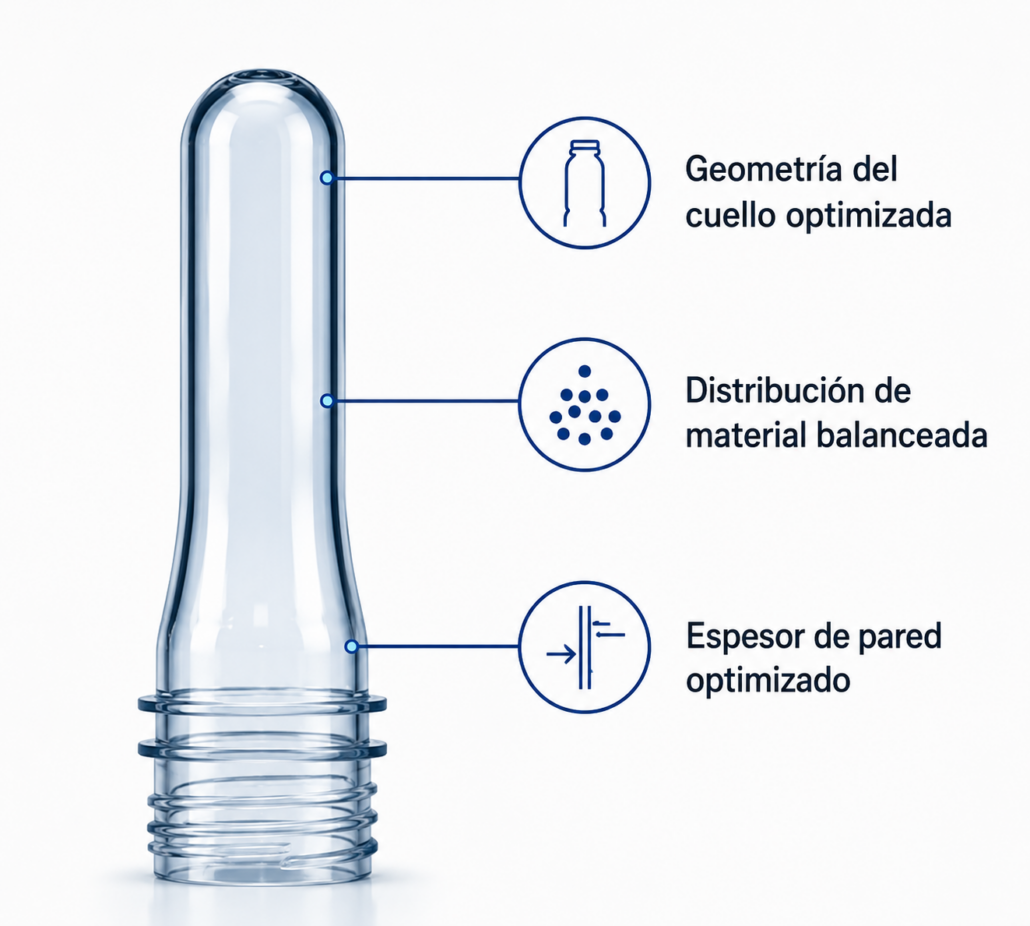
El proceso de stretch blow molding transforma una preforma sólida de PET en el envase final mediante calor, estiramiento y presión. Lo que parezca un pequeño detalle en la preforma —el espesor de pared, la distribución del material a lo largo del cuerpo, la geometría del cuello— se amplifica en cada milímetro de la botella resultante.
Un diseño de preforma subóptimo no solo desperdicia resina: genera variabilidad en el espesor de la botella, afecta la integridad estructural bajo carga apilada, complica el control de proceso y eleva el rechazo en línea. En cambio, una preforma bien diseñada hace exactamente lo contrario: distribuye el material donde se necesita y elimina lo que sobra.
Los números que cambian la conversación
Cuando se presentan cifras de optimización a equipos de compras o dirección general, el argumento abstracto rara vez convence. Lo que convence es esto:
−1,5 g por preforma × 10 millones de botellas al año = 15 toneladas de PET eliminadas al año.
Quince toneladas de PET que no se compran, no se transportan, no se procesan y no se gestionan al final de la cadena. Todo sin modificar la capacidad productiva ni comprometer las propiedades mecánicas del envase. La línea sigue corriendo igual; el costo estructural baja.
Y si el precio del PET oscila —como lo ha hecho históricamente— entre 1.100 y 1.600 USD/tonelada, estamos hablando de entre 16.500 y 24.000 USD de ahorro directo en materia prima. Año tras año. En una sola línea.
El sistema completo: cinco puntos de intervención
La optimización de preformas es el punto de mayor apalancamiento, pero no opera en aislamiento. Un enfoque sistémico sobre el envase completo suma eficiencias que se refuerzan mutuamente:
1. Rediseño de preforma Ajuste de espesor de pared, perfil de distribución de material y geometría del cuello para minimizar gramaje sin comprometer el proceso de soplado ni la integridad estructural del envase.
2. Control de headspace La reducción precisa del espacio de cabeza, coordinada con el llenado, permite usar menos material en la parte superior del envase y mejora la estabilidad del producto.
3. Dosificación de nitrógeno La inyección controlada de nitrógeno líquido antes del cierre presuriza internamente la botella, permitiendo reducir el espesor de pared al tiempo que se mantiene la rigidez estructural necesaria para el apilado y transporte.
4. Nervaduras estructurales bajo etiqueta Integrar geometría de refuerzo en las zonas cubiertas por la etiqueta permite aligerar el cuerpo de la botella sin sacrificar resistencia a la compresión vertical ni estética comercial.
5. Reducción de espesor en tapa La tapa es frecuentemente ignorada en los ejercicios de lightweighting. Sin embargo, una optimización coordinada con el cuello de la preforma puede reducir material adicional sin afectar el torque de apertura ni el sellado.
El triple impacto que no aparece en la factura de resina
Uno de los errores más comunes al evaluar proyectos de optimización de envases es medirlos únicamente por el ahorro en materia prima. El impacto real opera en tres frentes simultáneos:
Costo de producción: Menos resina procesada implica menor energía en plastificación, menor tiempo de ciclo potencial y menor carga sobre el sistema de enfriamiento de la inyectora de preformas.
Costo logístico: Envases más ligeros reducen el peso total del pallet. En distribución a gran escala, esto se traduce en menos viajes, menos combustible y mayor aprovechamiento del volumen de carga.
Huella de carbono: Menos PET producido y menos combustible quemado en logística impactan directamente en el inventario de emisiones. Un argumento cada vez más relevante para clientes, reguladores e inversores.
La convergencia de estos tres vectores es lo que hace que los proyectos de optimización de envases generen un ROI difícil de ignorar: el ahorro no es lineal, es compuesto.

¿Por dónde empezar?
El primer paso es siempre el diagnóstico. Analizar el perfil de espesor actual de la preforma y la botella resultante —mediante técnicas como el análisis de sección transversal o la medición por ultrasonido en línea— revela dónde hay material en exceso y dónde hay riesgo de subpeso.
A partir de ahí, la simulación por elementos finitos (FEA) permite evaluar escenarios de rediseño antes de invertir en herramental. Y una vez validado el nuevo diseño, los ensayos de desempeño —resistencia a la compresión, prueba de caída, test de presión interna para bebidas carbonatadas— confirman que el ahorro no vino a costa de la funcionalidad.
El proceso no es inmediato, pero tampoco es extraordinariamente complejo para equipos con experiencia en desarrollo de envases. Lo que sí es extraordinario es lo que ocurre cuando se hace bien: una línea que produce exactamente el mismo envase, con mejor desempeño estructural, a un costo material significativamente menor.
El gramo que ignoraste hoy lo pagaste diez millones de veces. La optimización de preformas no es un proyecto de ingeniería menor. Es una decisión estratégica que impacta la P&L de la operación completa.
Necesutas más información sobre como diseñar mejor tu envase: [email protected]

